


以下是:不锈钢复合管-来电洽谈的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 俊邦 可定制 是 是否进口 否 吉林省,长春市 长春市地处中国东北地区,位于东北的地理中心,分别与松原市、四平市、吉林市和哈尔滨市接壤,是东北亚经济圈中心城市、的中国老工业基地和新中国早的汽车工业基地和电影制作基地,同时还是新中国轨道客车、光电技术、应用化学、生物制品等产业发展的摇篮,诞生了中国汽车集团有限公司、中车长春轨道客车股份有限公司、长春电影制片厂、中国科学院长春光学精密机械与物理研究所、中国科学院长春应用化学研究所、长春生物制品研究所。
观看我们的产品视频,就像打开了一扇通往不锈钢复合管-来电洽谈产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:不锈钢复合管-来电洽谈的图文介绍
不锈钢复合管成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
不锈钢复合管坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。
不锈钢复合管的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
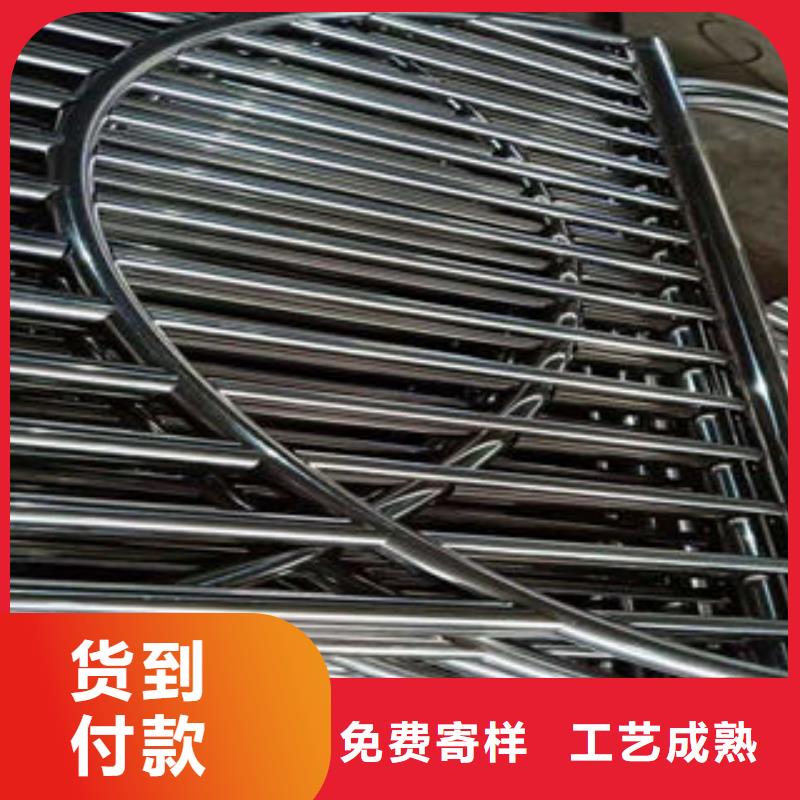
为了运用便利我们可以阻挡这种现象发作。例如为了防止不锈钢复合管生锈我们可以在加工切开后 时间将暴漏有些掩盖,防止其与空气和水分长时间接触,从而使暴漏有些不受腐蚀致使生锈.不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越外表,以及碳素钢良好的抗弯强度及抗冲击性。
不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于不锈钢复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
复合层的焊接:打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、
吉林长春俊邦金属材料有限公司拥有研发中心和 201不锈钢复合管产品质量检测中心,并与全国十几家科技设计单位、大专院校建立了密切的协作关系。 201不锈钢复合管产品营销网络遍布全国,在北京、广东、内蒙、江苏、湖北、山东等地区设有分公司和直销仓库。新的世纪,吉林长春俊邦金属材料有限公司以雄厚的经济技术实力,优良的 201不锈钢复合管产品品质,追求客户满意服务的经营理念,铸造中国 201不锈钢复合管新形象。公司董事长携全体员工愿与海内外朋友真诚合作,共绘宏伟蓝图,共创辉煌!
不锈钢复合管拥有美丽的外观和防腐蚀、碳素钢管强度高、刚性好及价廉的特。越来越受到广大消费者的喜爱,我想在以后的发展中,复合管将会起到不可小视的作用。
不锈钢复合管在我们的生产、生活中无处不在,起到了很大的作用。它的质量的好坏影响着我们的生活,我们在对其进行制作的过程中需要严格按照相关技术要求进行处理,这样才能保证其质量。
我们在岁复合管进行热处理或冷拔(必要时)。穿孔,经热穿孔后的管坯,使棒材与基材达到 步冶金结合。随后按用户需要以生产无缝钢管的工艺可进行热挤压、热轧(或冷加工)。直至达到用户所希望的尺寸要求,这样就得到了好像由单一材质组成的管子。它把外层的机械强度和内衬的耐蚀性能结合了起来。像国外公司基本上都采用的是这种工艺。
复合管拥有美丽的外观和防腐蚀、碳素钢管强度高、刚性好及价廉的特。越来越受到广大消费者的喜爱,也在我们生活中起到了很大的作用,所以在制作上面需要格外注意,才能保证产品的质量过关。







